






Ультразвуковой контроль сварных соединений
Сварные швы независимо от времени их создания и особенностей конструкций должны систематически подлежать контролю, который должен осуществлять специалист. Для ревизии разработаны разные методы, но самый прогрессивный и популярный из них – ультразвуковой контроль сварных соединений. По результативности он лучше, чем, например, рентгеноскопия или магнитная дефектоскопия.

Стоит заметить, что такой способ контроля сварных соединений не новинка. Его впервые начали использовать эксперты в 30-х годах прошлого века. С помощью излучаемого аппаратурой ультразвука можно выявить практически любые отклонения от нормы и дефекты внутри швов. Как показывает практика, особенно важно выявлять дефекты внутри различных сварных соединений изделий. Чаще всего именно они становятся причиной деструктивных процессов в конструкции.
Выгодная услуга от группы компаний «МЦК»
Если вам необходимо провести контроль качества сварных швов, группа компаний «МЦК» готова предложить свои услуги по доступной стоимости. Мы начали свою деятельность в 1997 году, и за весь период работы заслужили безупречную репутацию и положительные отзывы довольных клиентов. Наш штат состоит из опытных специалистов своей сфере.

Для проведения манипуляций мы используем действенные технологии и оборудование. В завершение нашей работы каждый заказчик получает отчет или же протокол с объективной и детальной информацией о проделанных манипуляциях. Такие документы являются официальными. Они имеют силу в суде, например, для решения спорных ситуаций между заказчиком и исполнителем (изготовителем конструкции со сварными швами).
Особенности технологии
Ультразвуковые волны практически не воспринимают человеческие уши. Тем не менее, исследования с помощью таких волн являются эффективными. Поэтому их используют для разных видов диагностики. Метод относится к неразрушающим способам контроля для выявления отклонений от установленных норм.
Заказать ультразвуковой контроль сварных соединений
Стоит заметить, такой способ ревизии хоть и эффективный, но он во многом зависит от некоторых факторов: калибровка оборудования, чувствительность приборов, опыт человека, который ими орудует.
Что представляет собой процедура?
Ультразвуковой контроль сварных соединений представляет собой ревизию швов разных типов конструкций с помощью специального ультразвукового оборудования. Таким способом можно выявить даже мельчайшие дефекты как механического, так и химического характера. УЗК даст возможность найти пустоты с воздухом, шлаковые вкрапления и неоднородности в материале (металле). Также с помощью исследования можно определить наличие неметаллических элементов.
Важно!
Ревизия швов (ГОСТ 14782-86) уполномоченной организацией важна для получения разрешительной документации для введения конструкции в эксплуатацию.
Принцип процедуры
Манипуляция заключается в проникновении ультразвуковых излучений в металл и отражении их от пустот, неровностей и других дефектов.
Прибор излучает высокочастотную волну на исследуемую зону. Излучение проникает внутрь материала, и если под поверхностью находится скрытый дефект, то направление дальнейшего распространения волны изменяется. Датчик прибора фиксирует это и сообщает о возникшей проблеме специалисту.
Специалист, проводящий ультразвуковой контроль сварных соединений, видит изменения распространения волн и может дать отклонениям от нормы характеристики:
- параметры дефекта;
- технические особенности;
- расстояние до найденной проблемной зоны.
Методы ультразвукового исследования
Теневой
Такой способ базируется на определении уменьшения амплитуды колебаний отраженного и внедренного импульсов. Теневая диагностика считается эффективной и популярной. В ней задействуется сразу несколько преобразователей – излучатель и, соответственно, приемник. Их нужно устанавливать по разные стороны объекта и только перпендикулярно по отношению к исследуемой области.
Если в идущем потоке ультразвуковых волн появляется глухая точка, это свидетельствует о том, что на пути излучателя есть дефекты.
Эхо-импульсный
Согласно стандартам, для проведения исследования используется один ультразвуковой дефектоскоп. Он издает высокочастотные волны, и он же их принимает. Технология подразумевает отражение волн от зон с наличием дефектов. Если ультразвук прошел и не отразился на оборудовании, значит, в исследуемом предмете дефектов нет. Отражение свидетельствует о наличии проблем в швах.
Эхо-зеркальный
Такой способ ревизии считается разновидностью вышеуказанной процедуры. Основное отличие в том, что для эхо-зеркального исследования эксперты задействуют два аппарата, один из них приемник, а другой – излучатель. Оборудование устанавливается по одну сторону предмета со швами. Излучатель выделяет волны под углом, при попадании на зоны с дефектами они отражаются, далее информация поступает на приемник. Это наиболее эффективный метод ультразвукового контроля сварных швов для выявления трещин.
Зеркально-теневой
Исследование сочетает в себе особенности зеркального и теневого изучения материалов. Приборы располагаются по одной стороне объекта исследования. Излучатель издает волны косого типа, которые отражаются от стенок конструкции и принимаются прибором для приема ультразвука. Если изъянов нет, волны проходят без каких-либо изменений. Появление глухой зоны говори о наличии проблем.
Дельта
Метод контроля заключается в переизлучении изъяном волн вглубь шва. Ультразвуковые колебания разделяются переизлучаемые и зеркальные. Прибор для приема может ловить не все колебания. Как правило, он хорошо улавливает излучение, которое движется прямо на него.
Дельта-контроль не считается самым эффективным. Многое зависит от настроек прибора, к тому же в показаниях могут быть незначительные погрешности. Тем не менее, эксперты его практикуют, так как отклонения в большинстве случаев допустимые.

Для проверки на качество таким способом должны быть соблюдены строгие правила в плане чистоты швов.
Оптимальный вариант неразрушающей ревизии определит специалист после ознакомления с перечнем задач. Контроль в нашей компании осуществляется разными способами, но независимо от выбранного варианта специалисты используют корректно настроенное оборудование, которое позволяет получить достоверные результаты.
Пример реализации теневого метода на практике согласно установленным стандартам (ГОСТ)
Прежде всего, сварные швы зачищаются от пыли и загрязнений. Также очищаются места возле них. Следует очистить не менее 50 сантиметров рабочей поверхности с каждой стороны.
Для оптимизации процесса специалисты нередко наносят на рабочую зону специальную смазку. Для примера, в медицине во время УЗИ врачи также используют гель. Для работы с металлами в качестве смазки можно использовать техническое масло, глицерин или же обычный солидол.
Заказать ультразвуковой контроль сварных соединений
Включаются приборы и проводятся подготовительные настройки. Устанавливается излучатель и приемник перпендикулярно изделию. Приборы базируются с разных сторон конструкции.
Приемником совершаются зигзагообразные передвижения вдоль шва. Допустимо и даже желательно его немного поворачивать туда и обратно (примерно на 13⁰). Глухая точка является признаком дефекта. На приборе о его наличии говорит максимальная амплитуда. Как правило, исследование осуществляется за несколько проходов.
Полученная в ходе ультразвукового контроля информация записывается сперва в журнал, а после этого она фигурирует в отчете, который получает заказчик услуги.
Важный нюанс:
Как правило, приборы рассчитаны на диагностику гладких поверхностей. Есть случаи, когда снаружи шов неровный, но внутри изъянов нет. Однако прибор сигнализирует о проблеме. Поэтому важно убедиться, что в появлении негативного показателя не сыграло роль именно наружное состояние шва.
Особенности оценивания полученных данных
Во многом провести объективную оценку позволяет уровень чувствительности оборудования. Если аппарат корректно настроен, можно выявить все важные параметры найденной проблемы.
Профессионально проведенный ультразвуковой контроль сварного соединения позволяет узнать численность дефектов, даже если они расположены совсем близко один к другому.
В определении количества изъянов и их оценке помогают такие факторы:
- протяжность сигнала;
- амплитуда ультразвуковой волны.
Протяжность выявляется с помощью передвижения излучателя по направлению вдоль сварного стыка. Геометрическая форма изъянов определяется с помощью формы сигнала, который был показан на экране узкоспециализированного оборудования.
Несмотря на прогрессивность и точность приборов, важно, чтобы их показания правильно интерпретировал оператор, который заносит показания в технический журнал.
Ключевые преимущества контроля швов с помощью ультразвука
Исследование обладает такими преимуществами:
- Процесс протекает довольно быстро.
- Возможность выбрать оптимально подходящий способ.
- Высокие показатели точности диагностики.
- Доступная цена по сравнению с другими исследованиями.
- Безопасность для здоровья людей, так как нет вредных излучений.
- Оборудование переносное, поэтому проводить диагностику удобно как с выездом оператора, так и в офисе компании.
- Деталь, подлежащая контролю, не портится. Все ее свойства сохраняются.
- Можно без остановки прибора обследовать разные части деталей.
- Оборудование работает с разными типами металлов.
Недостатки процедуры
Наряду с многочисленными достоинствами недостатки у описываемого метода тоже имеются. Расскажем о них подробней.
Заказать ультразвуковой контроль сварных соединений
Не во всех случаях можно выявить формы изъянов, даже при корректно настроенных приборах. Так может быть из-за разной плотности материалов, например металла и шлака. Поэтому отражение будет также разное.
Не всегда можно узнать особенности дефектов в сложных конструкциях из-за того, что ультразвук может отразиться на другой зоне детали. Исследование может усложниться, если у детали зернистая фактура, так как потолки лучей будут рассеиваться.

Загрязнения поверхности могут негативно отразиться на корректности получаемых сведений. Поэтому важно делать тщательную зачистку рабочей зоны.
Ультразвуковой контроль сварных соединений – гарантия того, что изделие сделано качественно и может исправно функционировать. Также это один из важных шагов к разрешению введения изделия в эксплуатацию.
Чтобы процедура была сделана качественно, доверяйте ее проведение опытным специалистам. Группа компаний «МЦК» предлагает свою услугу по доступной цене. Мы гарантируем профессиональный подход, своевременное выполнение задач и достоверную информацию. Также мы всегда готовы вас проконсультировать по всем техническим вопросам.
Обращайтесь к нам, и мы вас не подведем!

Технический отчет обследования здания
Пример технического отчета строительной экспертизы.
Структура технического отчета по обследованию строительных конструкций здания.
Общие сведения об объекте.
Допуск СРО на обследование зданий и сооружений.
Допуск СРО - независимая экспертиза зданий и сооружений.
Аттестат аккредитации лаборатории испытаний строительной продукции.

Оснащённость лаборатории испытания бетона на прочность.
Установка испытания образцов бетона на прочность.
Техническое задание на обследование здания.
Программа обследования здания.
Методика проведения экспертизы конструкций.
Перечень нормативно-технической документации.
Удостоверения эксперта судебной строительно-технической экспертизы.
Оснащённость лаборатории строительной экспертизы.
Анализ проектной документации.
Визуально измерительный контроль.
Контроль прочности бетона.
Определение прочности бетона на сжатие.
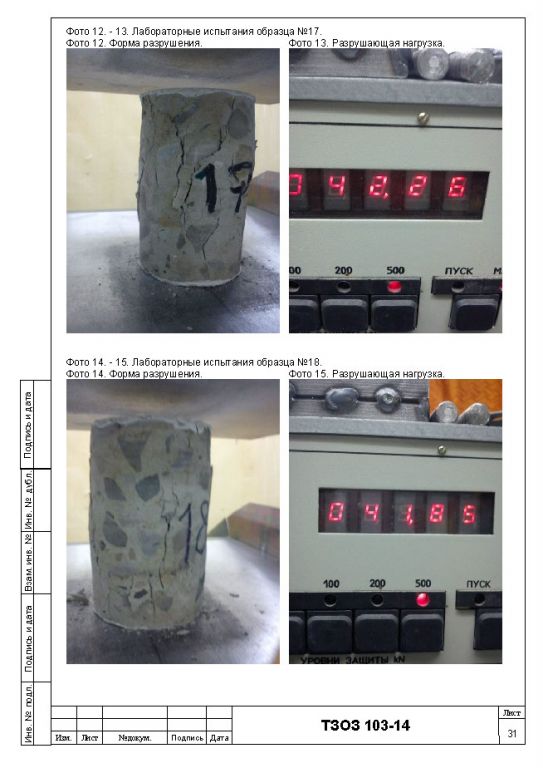
Лабораторные испытания на прочность образцов бетона.
Отбор проб бетона.
Протокол испытаний бетона на прочность.
Протокол испытания образцов бетона на сжатие.
Оценка прочности бетона.
Рекомендации по оценке надежности строительных конструкций.
Строительно-техническое заключение экспертизы недвижимости.
Обследование строительных конструкций здания.

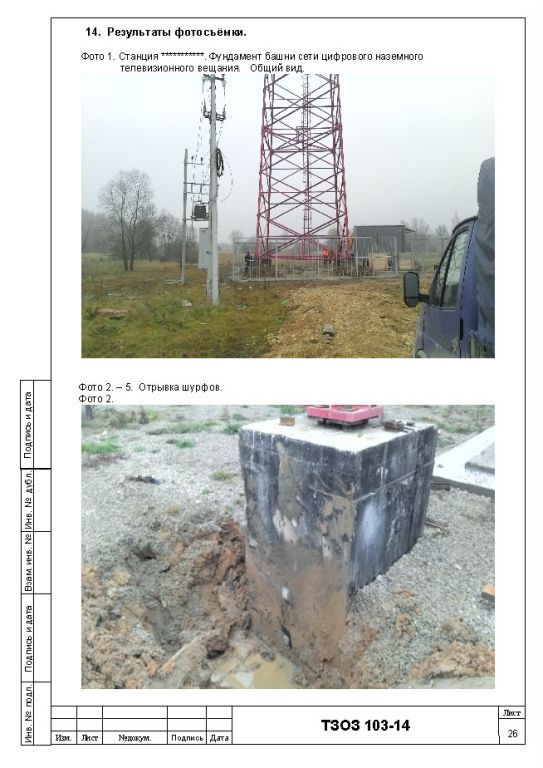
Обследование фундаментов.

Обследование оснований и фундаментов.
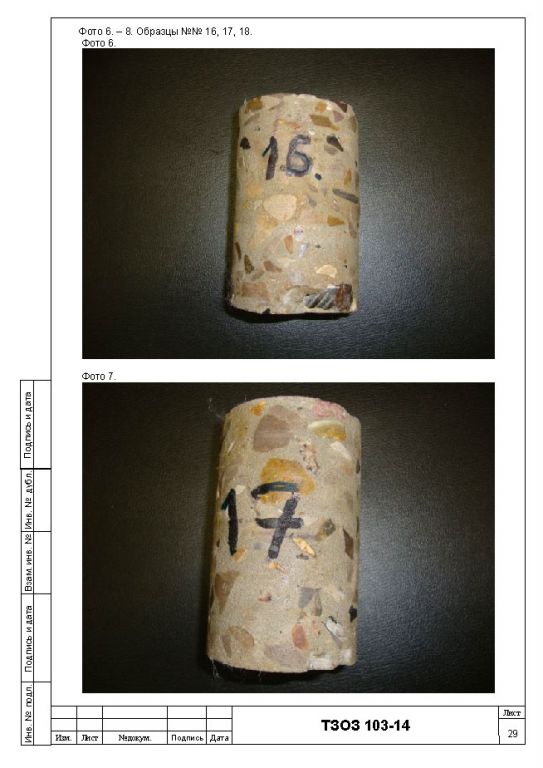
Отбор проб бетона.
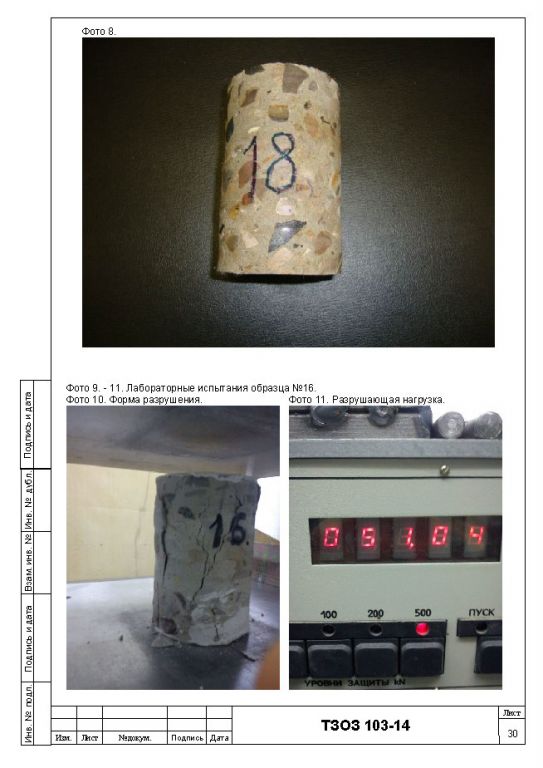
Испытание кубиков бетона в лаборатории.
Контроль и оценка прочности бетона.
Определение прочности бетона.
Технический отчет тепловизионного обследования
Пример технического отчета тепловизионного обследования.
Структура технического отчета.
Общие положения технического отчета.
Термины и определения.
Общие сведения.

Допуск СРО на обследование зданий.

Допуск СРО энергоаудит.
Нормативно-техническая документация.
Используемое оборудование тепловизионного контроля.
Данные о поверке средств измерения.
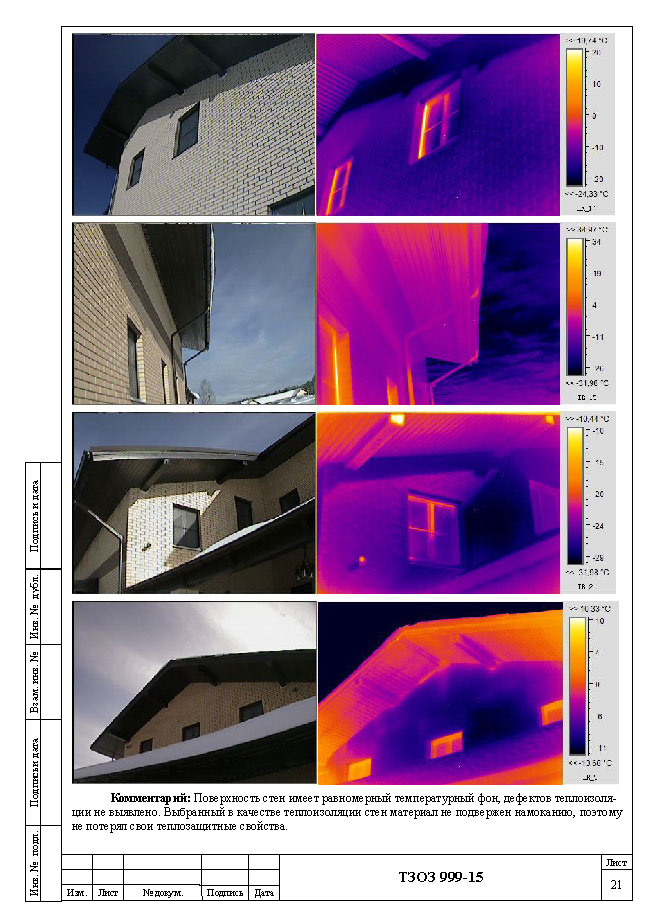
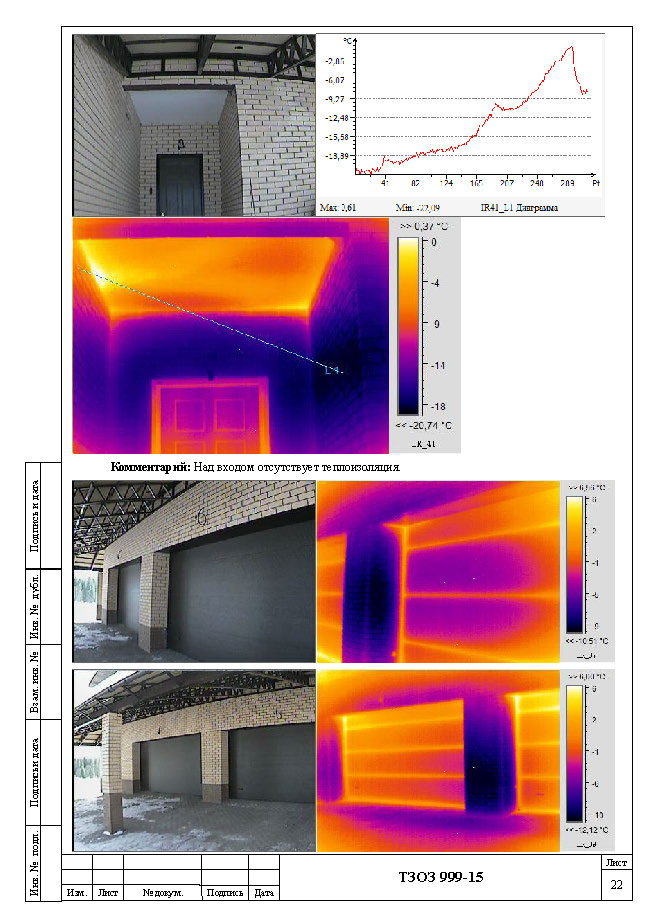
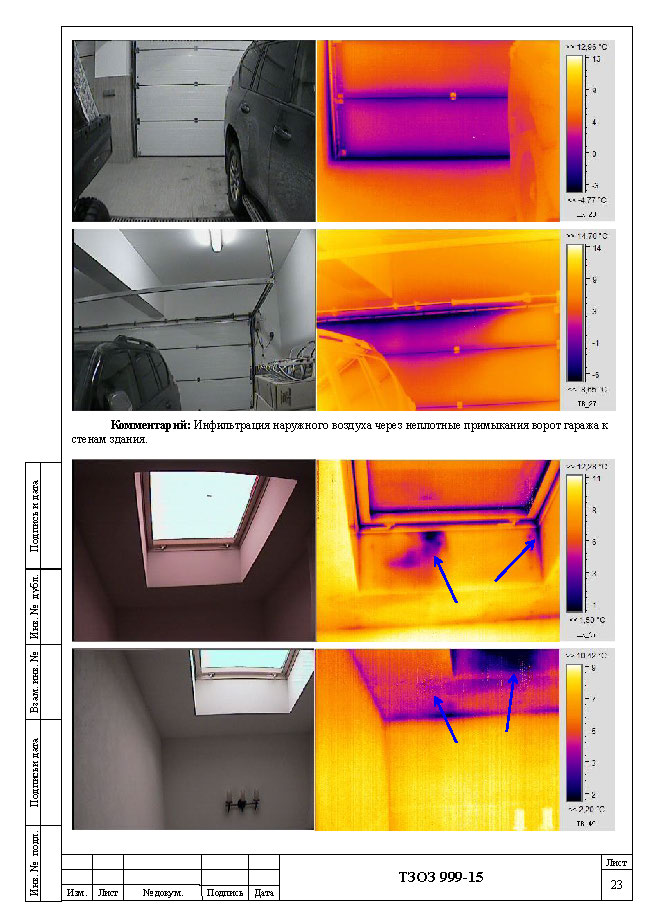
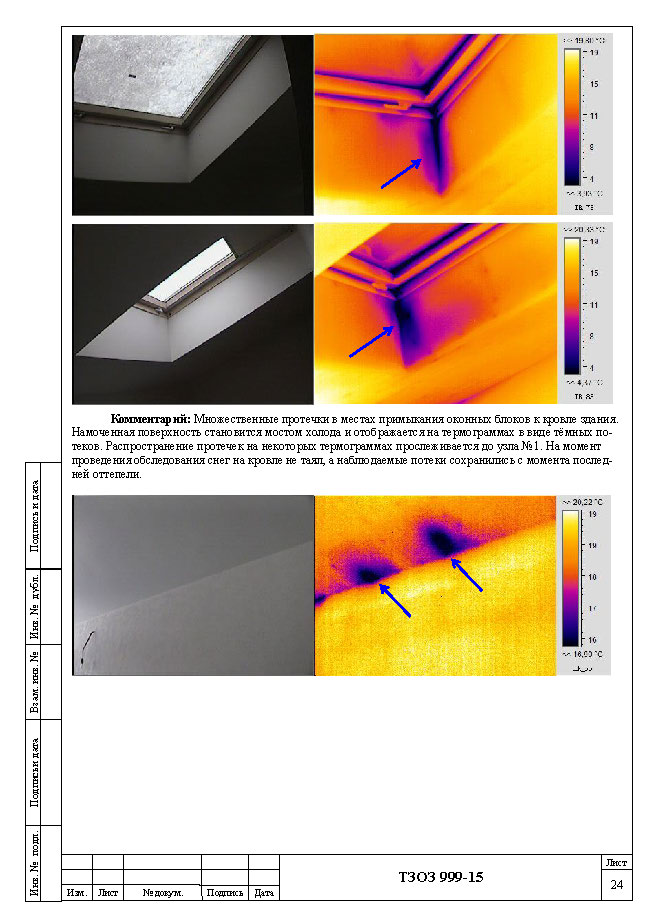
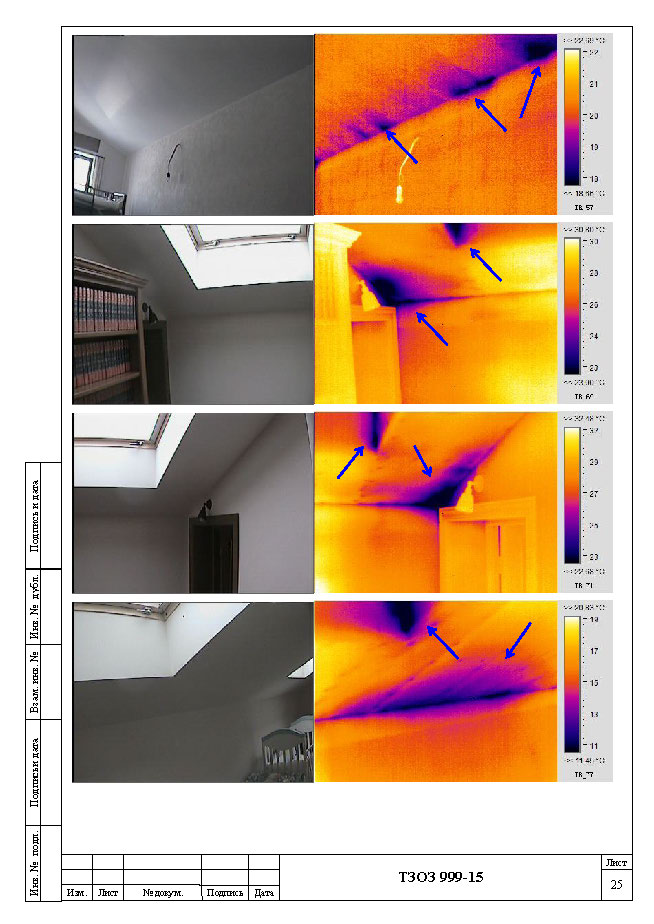
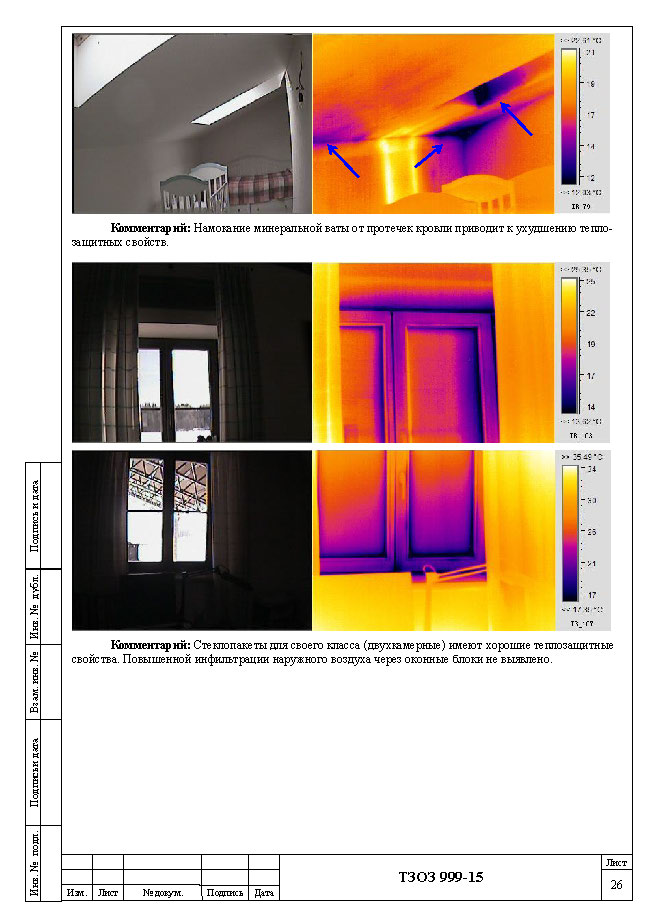
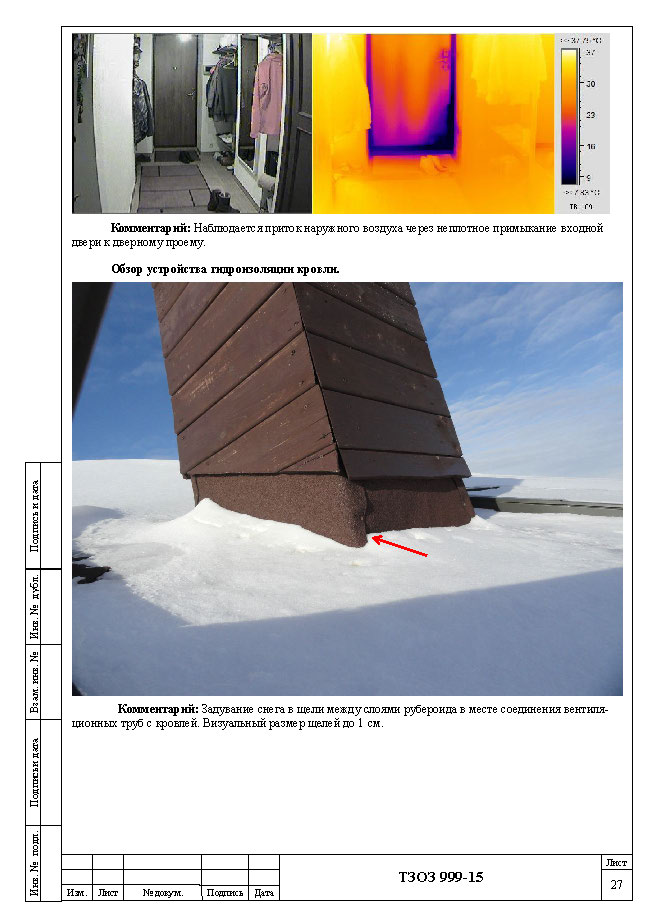
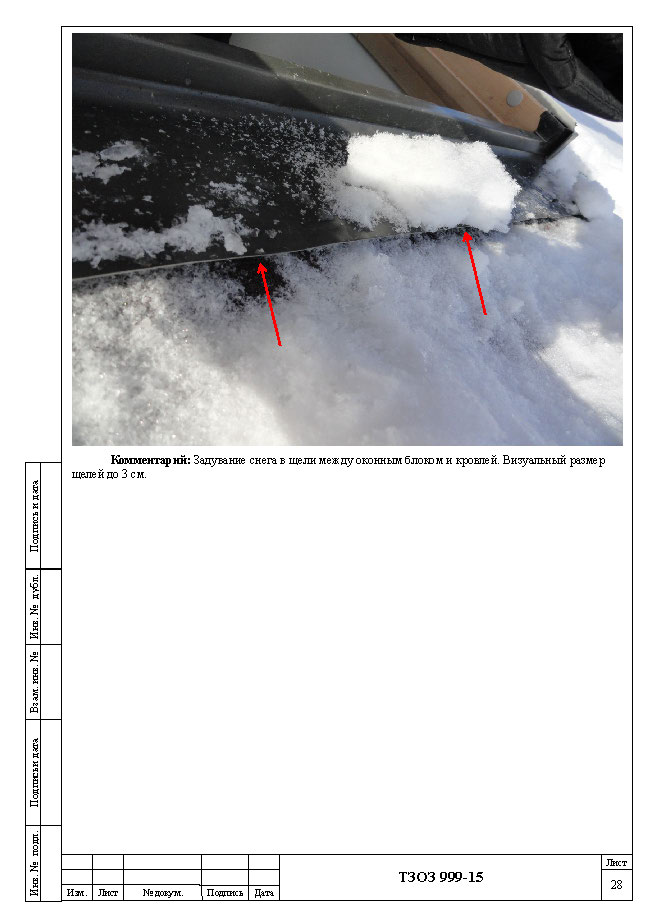
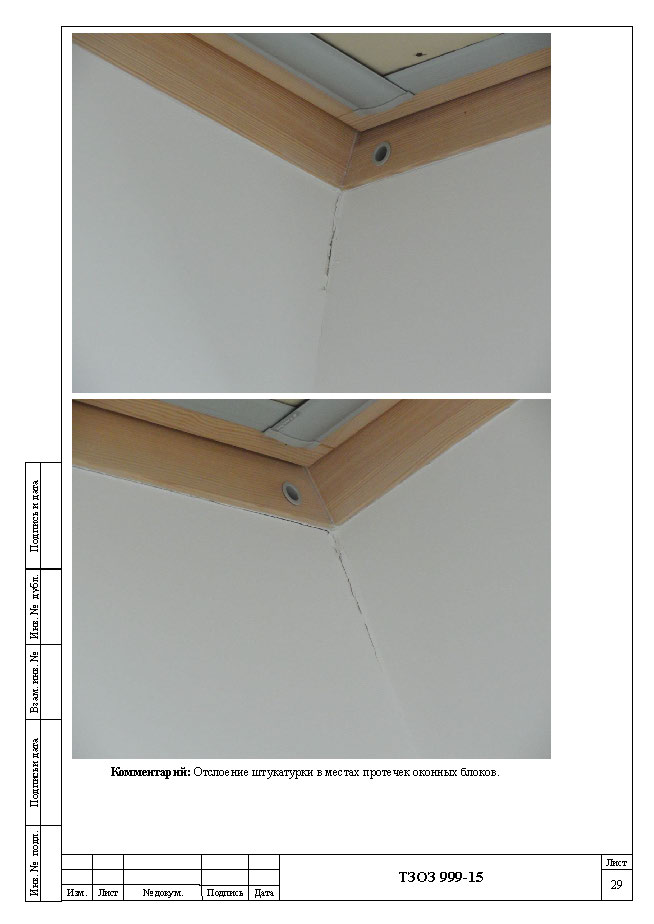
Результаты тепловизионного контроля.
Экспертное заключение.
Приложение 1. Планы и схемы.
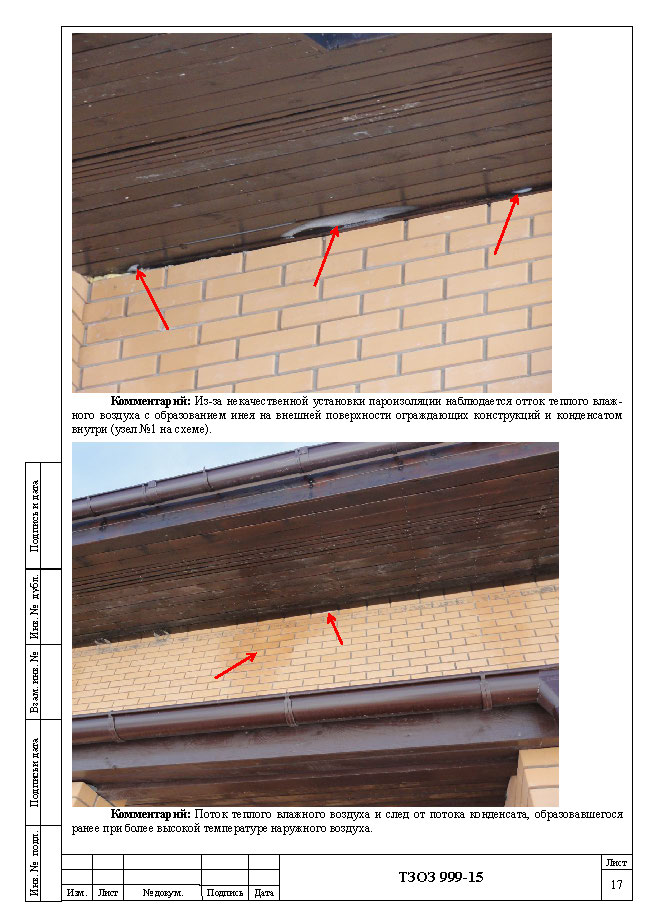
Схема узла примыкания крыши к стене.
Схемы обследованных узлов и соединений.
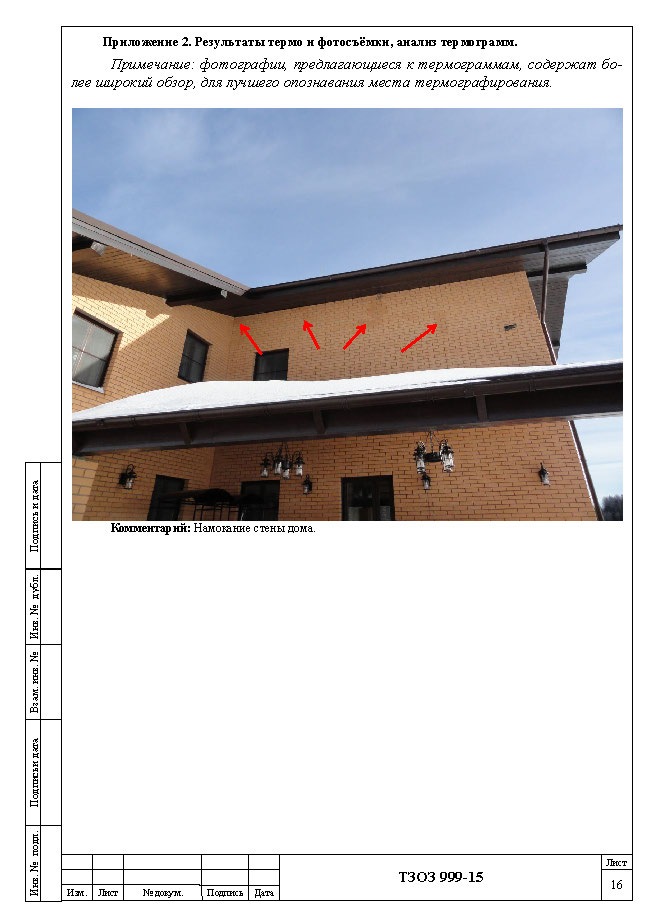
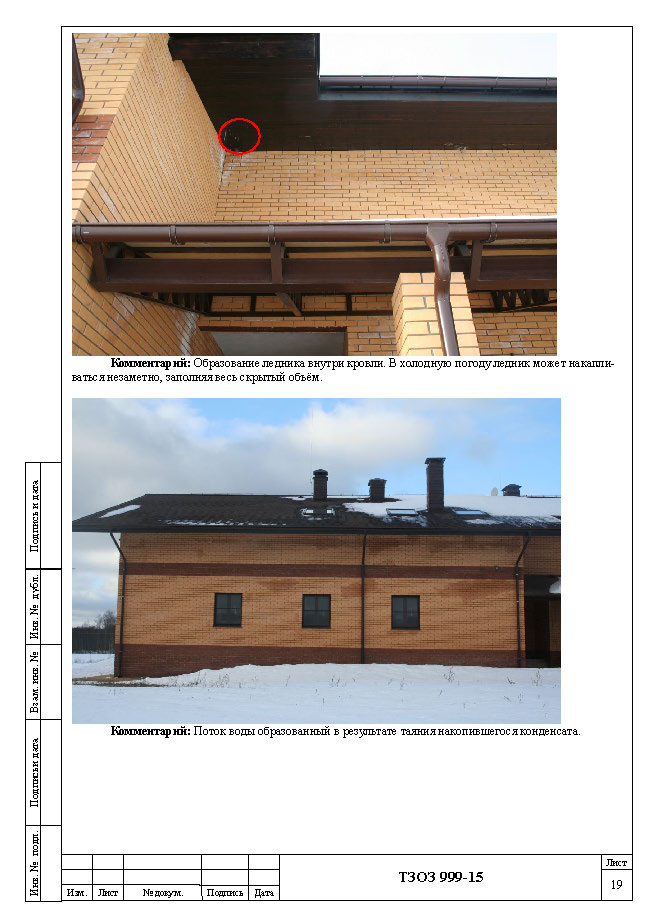
Образование конденсата на стенах дома.
Конденсат на крыше и стенах дома.
Причина конденсата. Вот почему образуется конденсат на окнах, крыше и стенах.
Промерзание стен дома.
Причина конденсата. Вот почему собирается конденсат на стенах.
Тепловизионное обследование дома.
Обследование тепловизором ворот и дверей.
Съемка тепловизором частного дома.
Обследование тепловизором жилого дома.
Обследование тепловизором коттеджа.
Обследование дома тепловизором.
Тепловизионное обследование коттеджа.
Тепловизионное обследование дома.
Обследование дома тепловизором.
Анализ тепловых потоков.
Расчет сопротивления теплопередаче.
Места измерения тепловых потоков.
Результаты тепловизионного обследования.
Анализ температурных перепадов.