Ультразвуковой контроль
Функционирование устройств ультразвукового контроля основано на приеме отраженных ультразвуковых колебаний и последующем анализе полученной информации. Применение данного метода позволяет определить наличие дефектов любого уровня, а также их расположение и глубину. Ультразвуковой дефектоскоп, как самый популярный прибор для определения нарушений, способен устанавливать расстояние до дефекта и его примерный размер, вычисляя данные по времени, за которое ультразвук распространяется в изделии, и уровню колебаний отраженного импульса.
Заказать ультразвуковой контроль
При этом, в зависимости от типа материала и его особенностей, можно подобрать оптимальный метод УЗК – это может быть как теневой, так и зеркальный и эхо-метод. В промышленном сегменте ультразвуковой контроль металла производится волнами с частотой до 20 МГц, благодаря чему можно определить даже незаметные дефекты. Низкочастотный режим часто используют при взаимодействии с объектами больших размеров, осуществляя также с их помощью обследование конструкций из крупнозернистых металлов. При этом возможности современных устройств позволяют выявить недостатки даже при недостаточной проводимости ультразвука.

Особенности ультразвукового контроля:
- высокие показатели точности и скорости измерений;
- небольшая стоимость процедуры;
- полная безопасность для проверяющего и окружающих;
- высокая мобильность, а вследствие и комфорт при работе за счет компактных размеров портативных ультразвуковых устройств;
- в некоторых случаях возможно осуществление УЗК на действующем объекте, благодаря чему его не приходится выводить из эксплуатации;
- у объекта после УЗК отсутствуют какие-либо повреждения;
- ультразвуковая методика неразрушающего контроля позволяет изучать не только металлы, но и другие материалы неметаллического происхождения.
Отметим, что ультразвуковой метод не является панацеей и не может применяться для установки точного размера и характера дефекта.
Многообразие выполняемых задач
Учитывая жесткие требования к устройствам для УЗК и перечень задач, которые необходимо выполнять при задействовании метода неразрушающего контроля, на данный момент разработаны и успешно внедрены разные акустические методы. Они разделены на две категории согласно ГОСТу – активные и пассивные. Активные основываются на применении излучения и приема колебаний и волн, пассивные – исключительно на приеме.
Следует перечислить основные методики и указать их особенности:
- Методы прохождения и свободных колебаний. Позволяют устанавливать глубинные дефекты.
- Метод отражения. Находит применение при выявлении дефектов, устанавливая координаты места нарушения посредством прозвучивания исследуемой конструкции или изделия и приема эхо-сигнала.
- Метод вынужденных колебаний. Позволяет определять толщину изделия, а также обнаруживать расслоения или следы коррозии.
- Акустико-эмиссионный метод. Находит применение при обнаружении и регистрации развивающихся трещин или потенциально способных к росту.
- Импедансный метод. Предназначается для проверки различных соединений, в том числе сварных и клеевых.
Применение современных инструментов, а также задействование квалифицированных специалистов, которые работают в группе компаний «МЦК» – это гарантия получения точных результатов в кратчайшие сроки. Они помогут определить недостаток в том числе в сварных швах и быстро разобраться в проблеме до появления серьезных последствий.

Технический отчет обследования здания
Пример технического отчета строительной экспертизы.
Структура технического отчета по обследованию строительных конструкций здания.
Общие сведения об объекте.
Допуск СРО на обследование зданий и сооружений.
Допуск СРО - независимая экспертиза зданий и сооружений.
Аттестат аккредитации лаборатории испытаний строительной продукции.

Оснащённость лаборатории испытания бетона на прочность.
Установка испытания образцов бетона на прочность.
Техническое задание на обследование здания.
Программа обследования здания.
Методика проведения экспертизы конструкций.
Перечень нормативно-технической документации.
Удостоверения эксперта судебной строительно-технической экспертизы.
Оснащённость лаборатории строительной экспертизы.
Анализ проектной документации.
Визуально измерительный контроль.
Контроль прочности бетона.
Определение прочности бетона на сжатие.
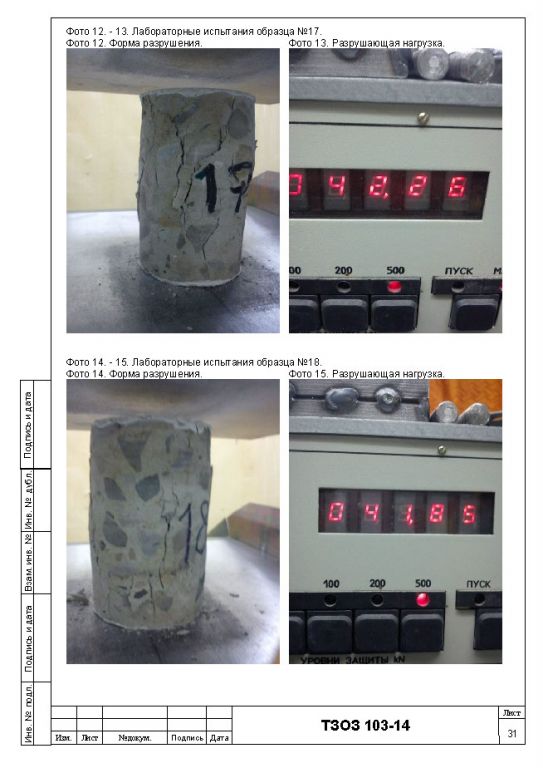
Лабораторные испытания на прочность образцов бетона.
Отбор проб бетона.
Протокол испытаний бетона на прочность.
Протокол испытания образцов бетона на сжатие.
Оценка прочности бетона.
Рекомендации по оценке надежности строительных конструкций.
Строительно-техническое заключение экспертизы недвижимости.
Обследование строительных конструкций здания.

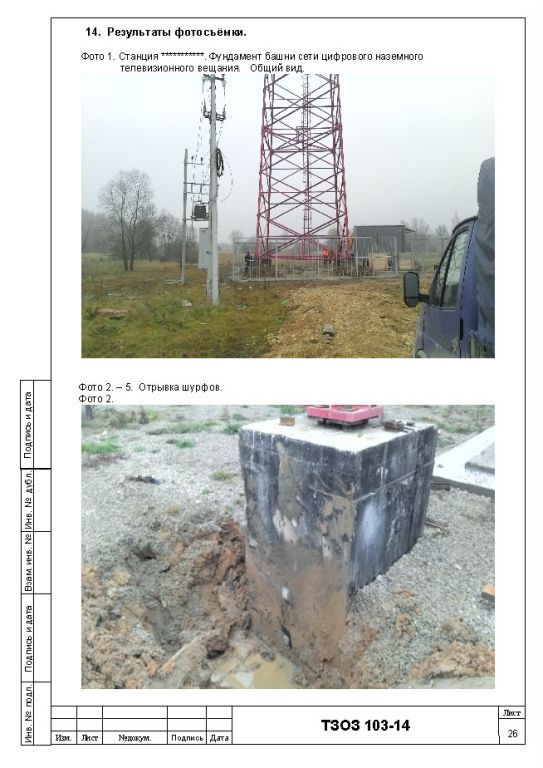
Обследование фундаментов.

Обследование оснований и фундаментов.
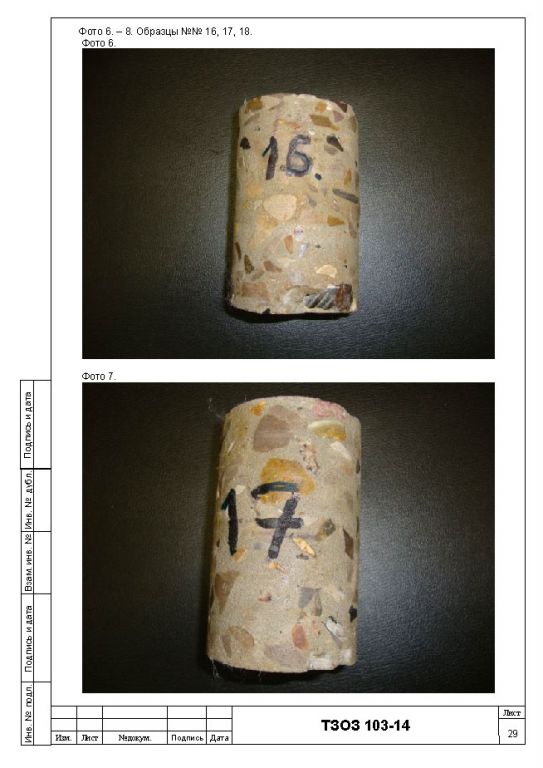
Отбор проб бетона.
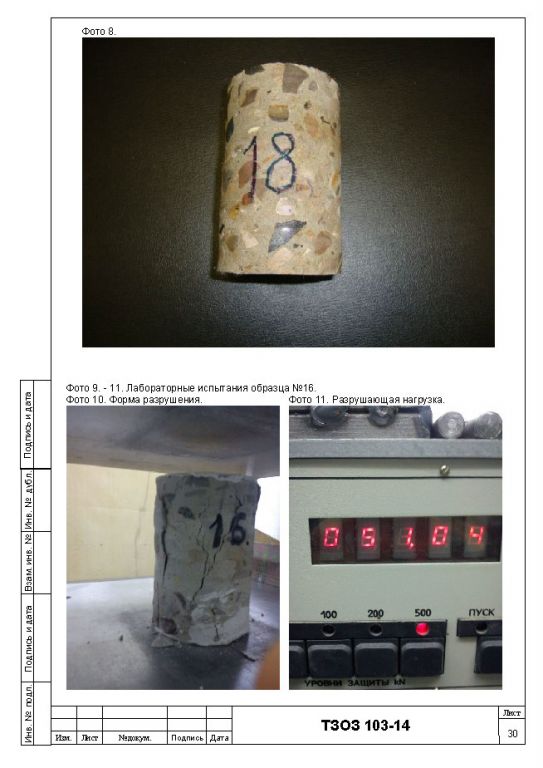
Испытание кубиков бетона в лаборатории.
Контроль и оценка прочности бетона.
Определение прочности бетона.
Технический отчет тепловизионного обследования
Пример технического отчета тепловизионного обследования.
Структура технического отчета.
Общие положения технического отчета.
Термины и определения.
Общие сведения.

Допуск СРО на обследование зданий.

Допуск СРО энергоаудит.
Нормативно-техническая документация.
Используемое оборудование тепловизионного контроля.
Данные о поверке средств измерения.
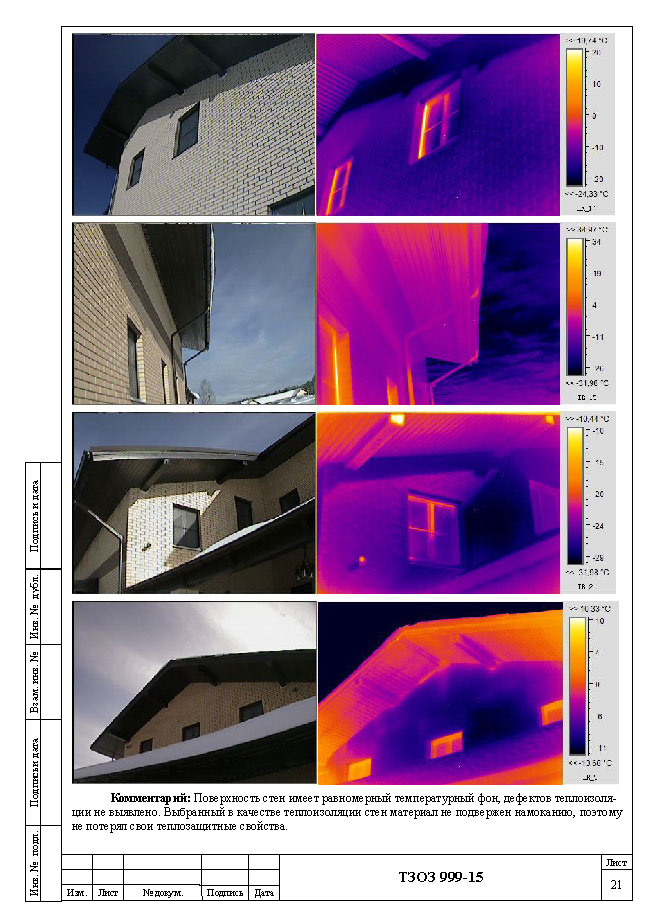
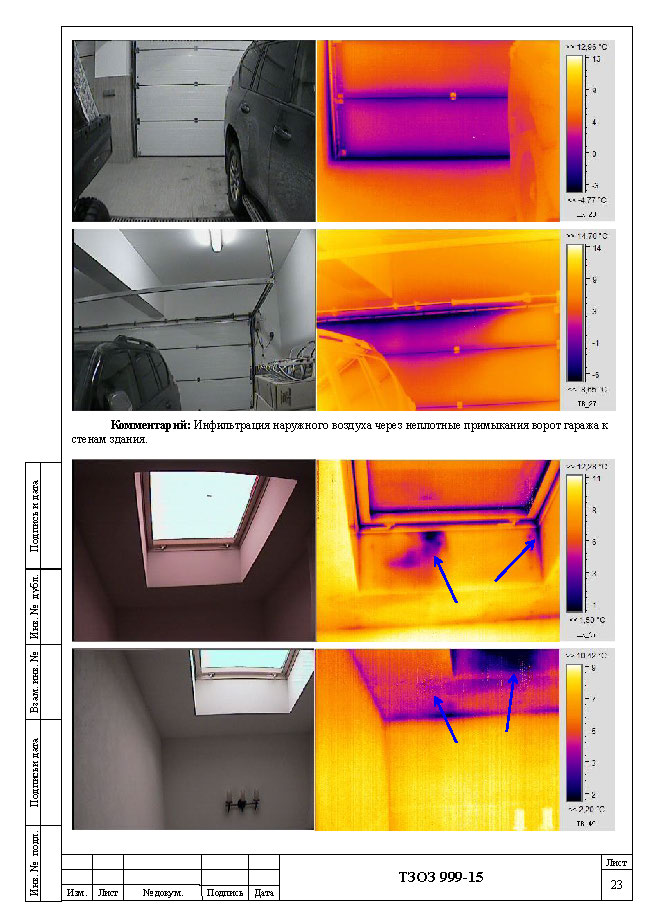
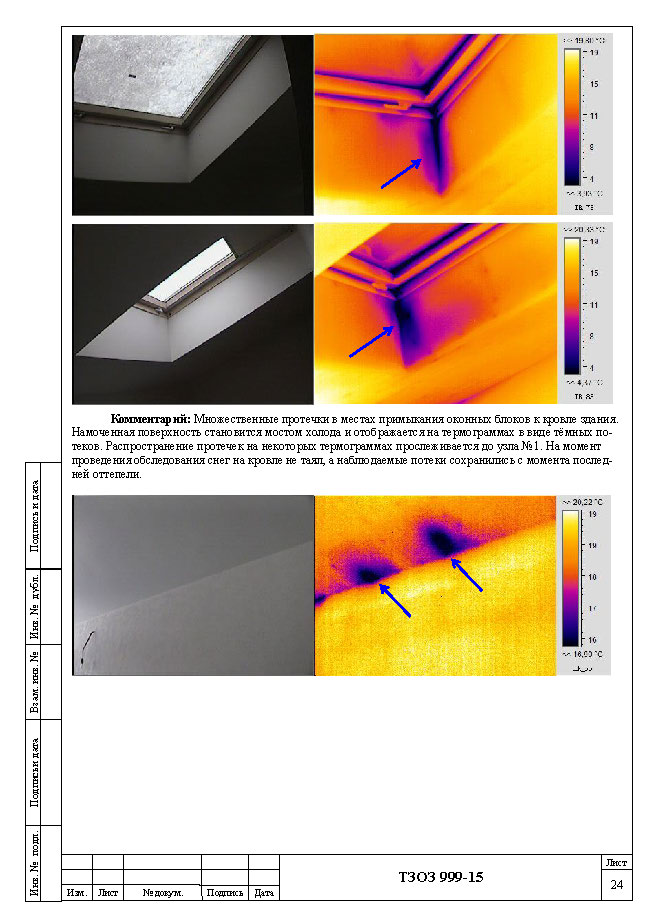
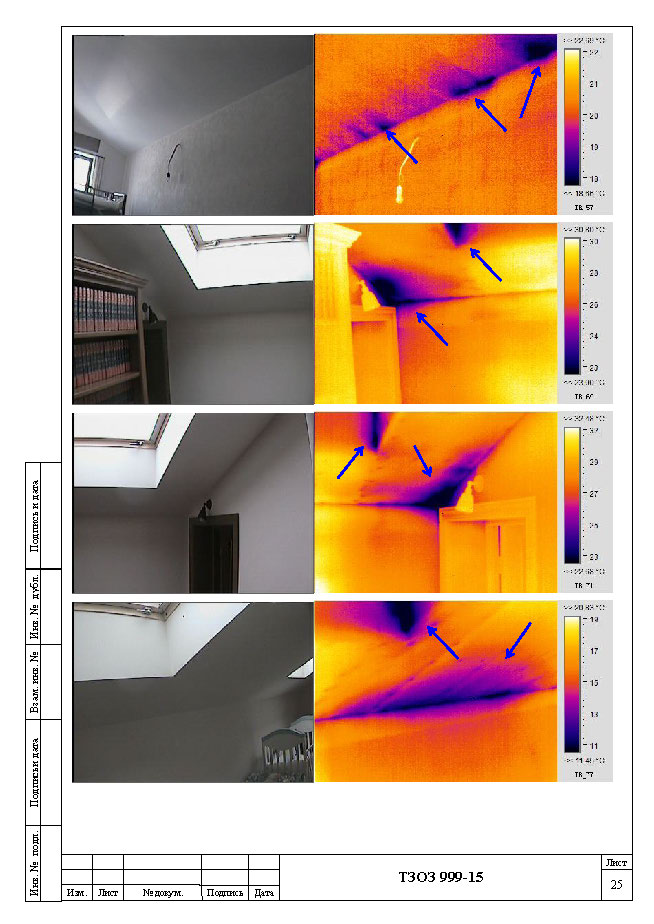
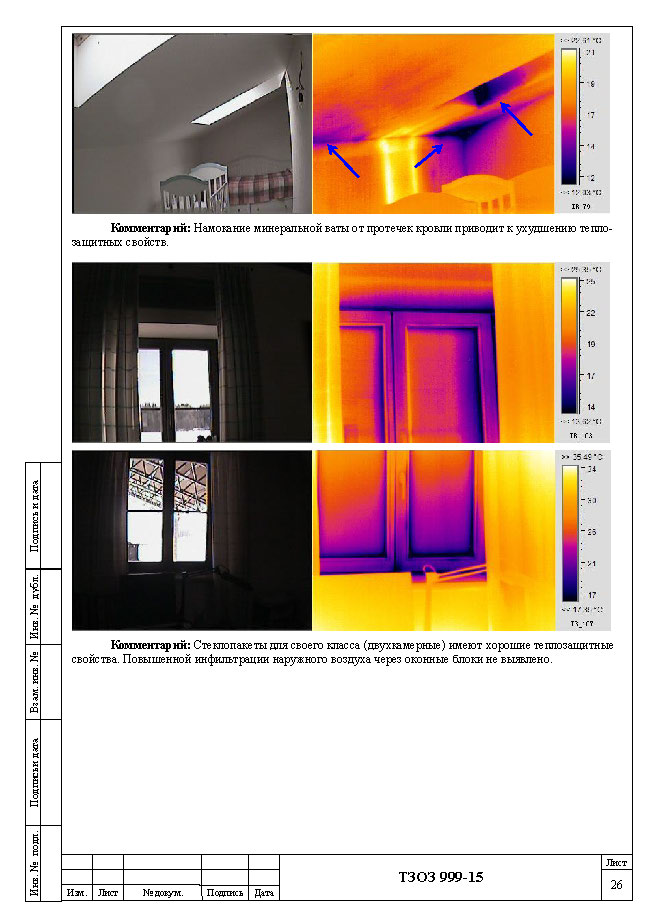
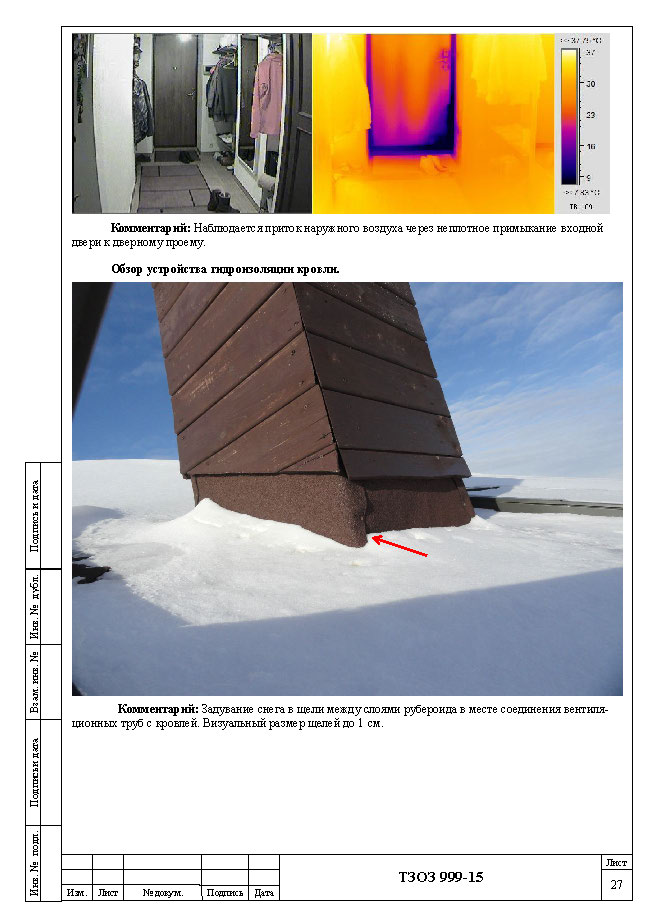
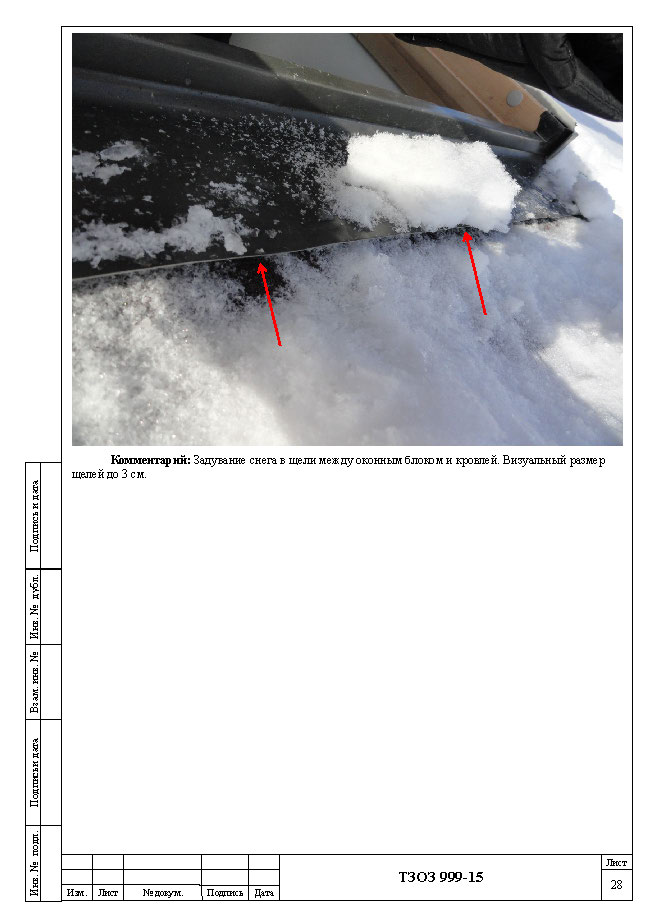
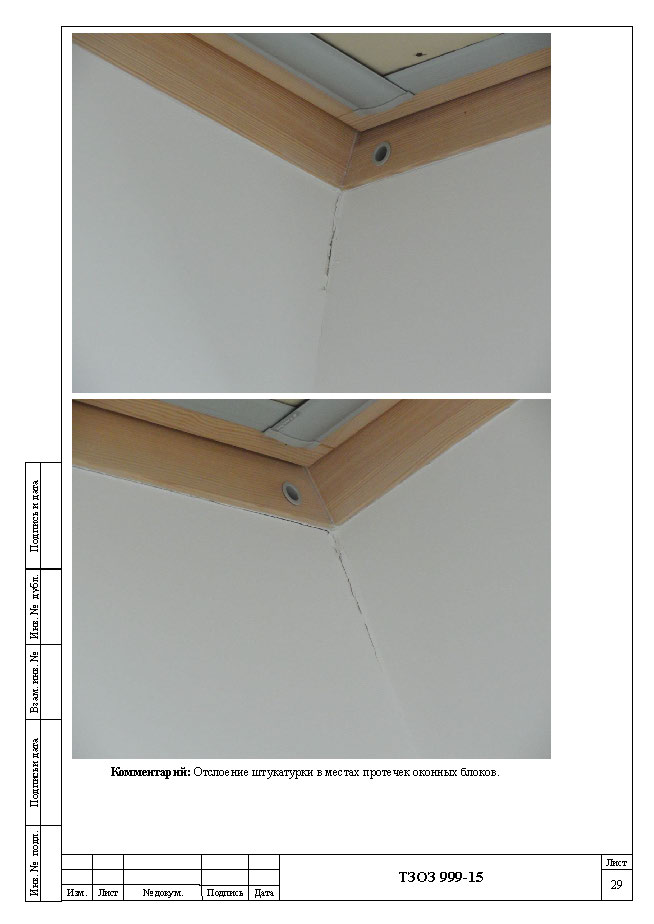
Результаты тепловизионного контроля.
Экспертное заключение.
Приложение 1. Планы и схемы.
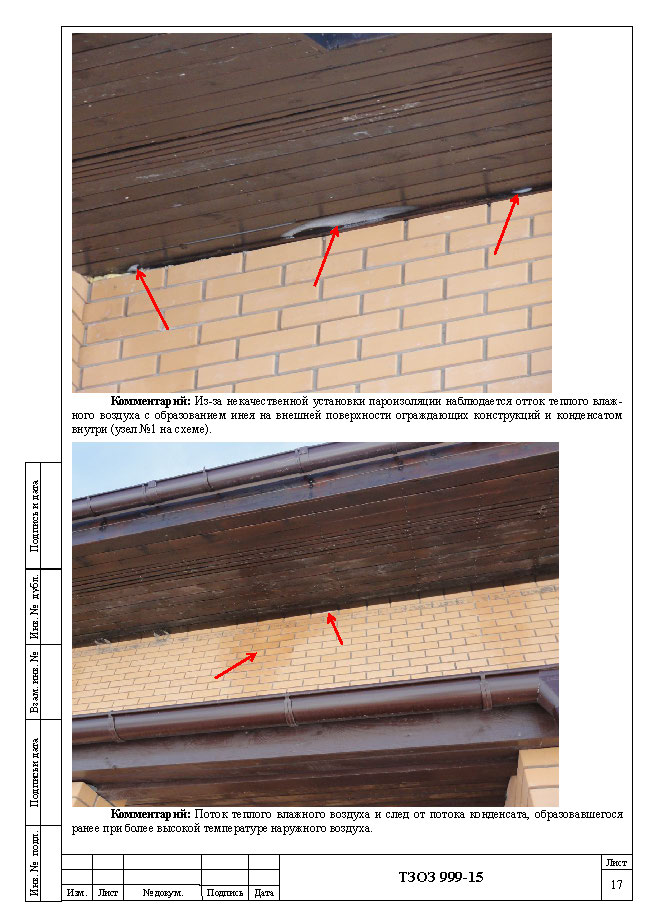
Схема узла примыкания крыши к стене.
Схемы обследованных узлов и соединений.
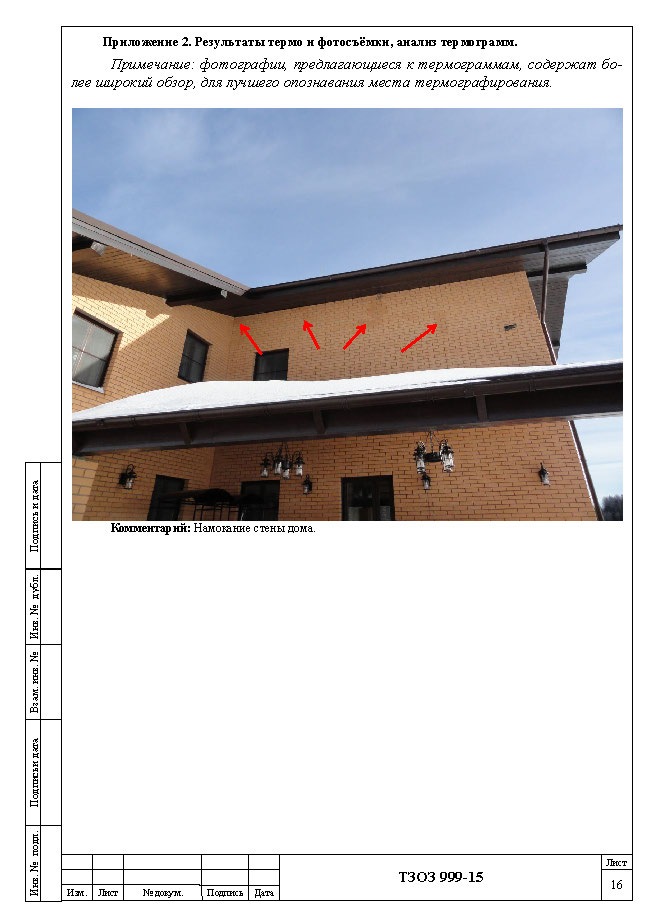
Образование конденсата на стенах дома.
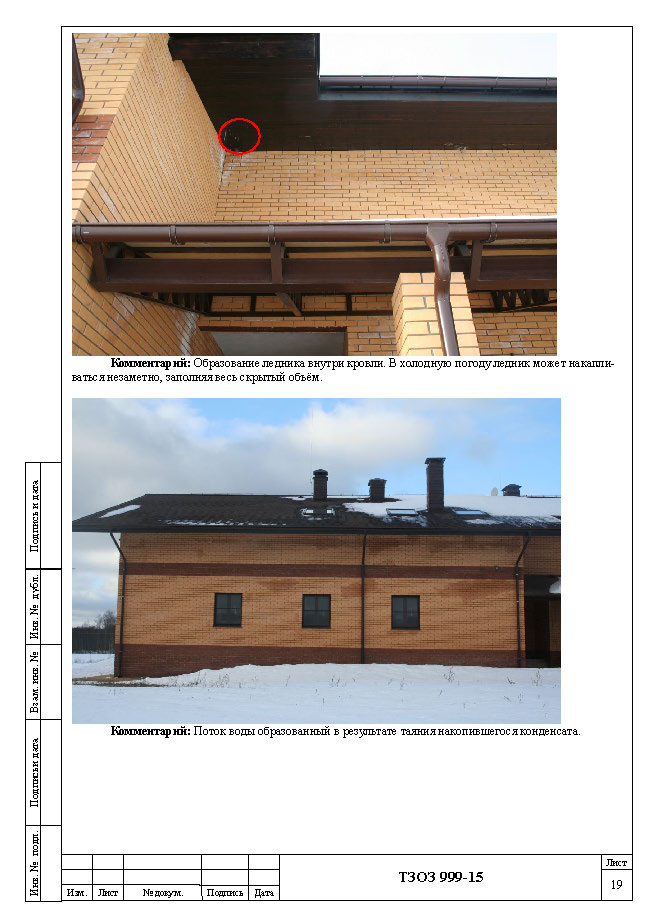
Конденсат на крыше и стенах дома.
Причина конденсата. Вот почему образуется конденсат на окнах, крыше и стенах.
Промерзание стен дома.
Причина конденсата. Вот почему собирается конденсат на стенах.
Тепловизионное обследование дома.
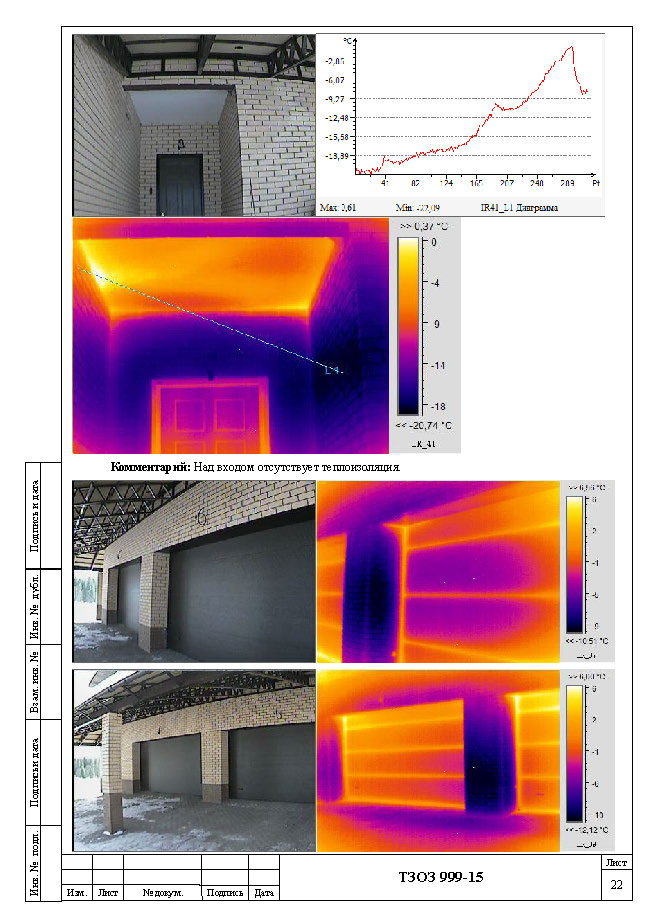
Обследование тепловизором ворот и дверей.
Съемка тепловизором частного дома.
Обследование тепловизором жилого дома.
Обследование тепловизором коттеджа.
Обследование дома тепловизором.
Тепловизионное обследование коттеджа.
Тепловизионное обследование дома.
Обследование дома тепловизором.
Анализ тепловых потоков.
Расчет сопротивления теплопередаче.
Места измерения тепловых потоков.
Результаты тепловизионного обследования.
Анализ температурных перепадов.